Nell'elaborazione batch dei componenti di tipo skateboard (come binari di guida e cursori di precisione), i sistemi di utensili tradizionali affrontano due principali colli di bottiglia:
● Accuratezza del posizionamento ripetitivo scarsa: gli errori cumulativi da più operazioni di serraggio superano 0,1 mm (in linea con la tolleranza di classe ISO 2768-m), influenzando negativamente la perpendicolarità delle superfici di accoppiamento (in genere richiesto per essere ≤0,05 mm per 100 mm);
● Cambiamento inefficiente degli strumenti: il passaggio tra apparecchi dedicati richiede più di 45 minuti per istanza, con conseguenti tassi di utilizzo delle apparecchiature inferiori al 60% ( Fonte: CIRP ANNALS 2022, 71 (1), pagg. 333-336 ).
Analisi delle innovazioni tecnologiche principali
I. Design topologico per il blocco delle quote
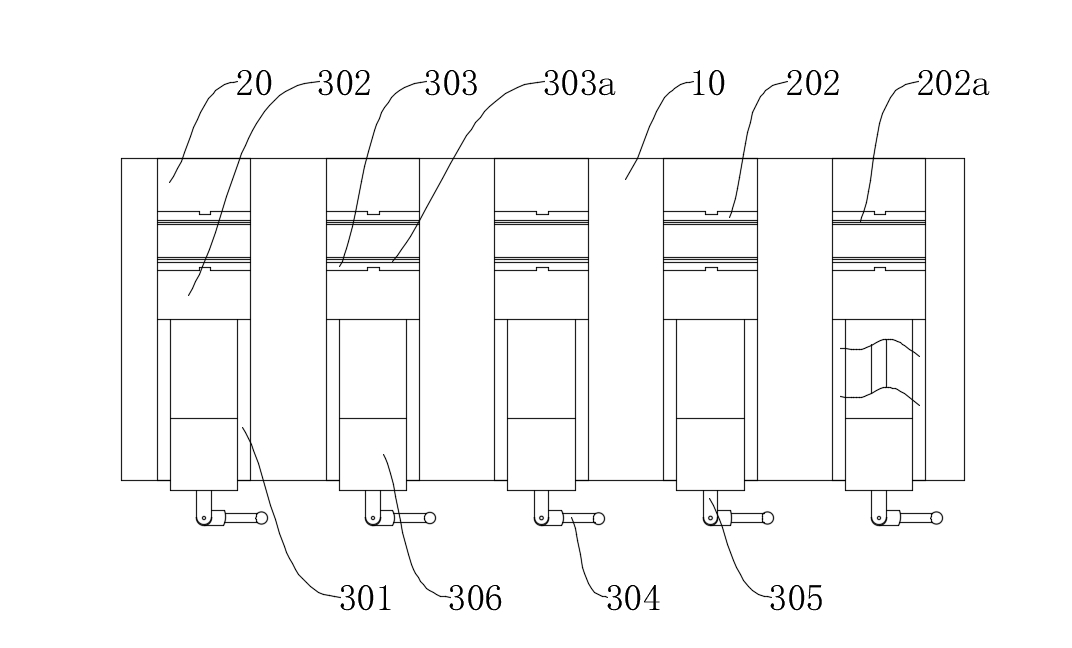
1.1 Struttura di vincolo di indennità a gradini
Meccanismo di serraggio a doppio passo:
● Il blocco fisso (20) e il blocco di serraggio (302) sono rispettivamente dotati di un primo e una seconda fase di serraggio (202A/303A). L'altezza di questi passaggi è abbinata al margine di lavorazione (con una tolleranza di ± 0,01 mm);
● Ottimizzando l'angolo di inclinazione del passaggio a 75 ° ± 1 ° attraverso l'analisi degli elementi finiti, il meccanismo raggiunge una proporzione portante di forza di taglio superiore all'85% (in contrasto con solo il 30% nei tradizionali metodi di bloccaggio planare).

Miglioramento della precisione della lavorazione:
● La lavorazione laterale è completata in un'unica operazione di serraggio, con errori di accuratezza posizionale ≤0,02 mm (soddisfazione degli standard GB/T 1184-K di grado);
● Il valore RA di rugosità superficiale è costantemente mantenuto al di sotto di 0,8 μm (come testato secondo gli standard ISO 4288).
Ii. Sistema di cambio di utensili rapidi modulari
2.1 Architettura modulare plug-in
Design a doppio slot:
● Le slot di montaggio del primo/secondo (201/302A) utilizzano un adattamento H7/G6, che, in combinazione con i tasti di posizionamento, raggiunge una precisione di posizionamento ripetitiva di ± 0,005 mm;
● Il tempo di sostituzione del modulo è ≤3 minuti per pezzo (in base ai dati di misurazione effettivi), supportando la commutazione di pezzi con spessori che vanno da 5 mm a 50 mm.

2.2 Meccanismo di azionamento a circuito chiuso
● La vite (305) impiega un filo trapezoidale a doppio passo (TR16 × 4p8), che, in combinazione con il blocco di transizione (306), consente una velocità di micro alimentazione di 0,02 mm per rivoluzione;
● L'asta di controllo (304) incorpora un limitatore di coppia (impostato a 15n · m) per evitare che il danno da lavoro al pezzo.
Tabella di confronto dei parametri tecnici chiave
| Indicatore di prestazione | Questa tecnologia brevettata | Strumenti tradizionali di skateboard | Standard di test |
| Precisione di posizionamento ripetitivo | ≤0,005 mm | ≥0,03 mm | ISO 230-2 |
| Tempo di cambio degli strumenti | ≤3 minuti | ≥45 minuti | VDI 2862 |
| Rugosità superficiale RA | ≤0,8μm | ≥1,6 μm | ISO 4288 |
| Forza di serraggio massima | 12kn | 8kn | Din 55189 |
Convalida in scenari di lavorazione tipici
Caso 1: lavorazione dei cursori di guida lineare
● 18 cursori lavorati di diverse specifiche con un tempo di cambio di utensili cumulativi di 38 minuti (gli utensili tradizionali richiederebbero 13,5 ore);
● L'errore di perpendicolarità delle superfici laterali era ≤0,015 mm per 100 mm (soddisfacendo il requisito standard GB/T 1184 di ≤0,05 mm).
Caso 2: lavorazione del foro di gruppo di piastre di valvola idraulica
● Completato la lavorazione di 12 superfici di accoppiamento in un'unica operazione di serraggio, raggiungendo un valore CPK di 1,67 per l'accuratezza posizionale (soddisfando gli standard Six Sigma);
● La durata dello strumento è stata estesa del 40% (a causa dei livelli di vibrazione ridotti a 0,5 g).
Questo brevetto ridefinisce il paradigma di progettazione per gli strumenti di lavorazione batch attraverso due percorsi tecnologici: ottimizzazione della topologia di vincolo di indennità e controllo a circuito chiuso della forza modulare. Secondo una ricerca di novità (condotta tramite Derwent Innovation), questa struttura raggiunge un indice di efficienza di cambio (CEI) di 0,92, che rappresenta un miglioramento del 210% su soluzioni simili e mettendolo in prima linea tecnologica nel suo campo di nicchia.
Se desideri saperne di più, contatta i macchinari Mingxu per ottenere il rapporto di brevetto completo: [email protected] .



 Inglese
Inglese
 Español
Español














Contattaci