Background tecnico e punti deboli del settore
Nella svolta di precisione dei componenti dell'albero lungo (come alberi di trasmissione e viti di piombo), gli strumenti di tornitura fissa tradizionali soffrono di due problemi di base:
● Soppressione delle chiacchiere inadeguate: l'estremità a sbalzo dello strumento di svolta sperimenta vibrazioni con ampiezze che vanno da 10 a 50μm sotto l'eccitazione della forza di taglio ( Fonte: int. J. Mach. Strumenti Manuf. 2021, 167, 103767 ), portando a un deterioramento della ondatura superficiale (valore WT) fino a 6,3 μm (secondo gli standard ISO 4287);
● Rigidità dinamica squilibrata: quando si lavora sugli alberi lunghi con un rapporto lunghezza-diametro (L/d) maggiore di 5, la rigidità modale del sistema scende al di sotto di 800n/μm, innescando chiacchiere rigenerative (analizzata attraverso la teoria delle vibrazioni di Din 1311).
Analisi delle innovazioni tecnologiche principali
I. Architettura di miglioramento della rigidità dinamica in più stadi
1.1 Sistema di supporto a doppio circuito chiuso
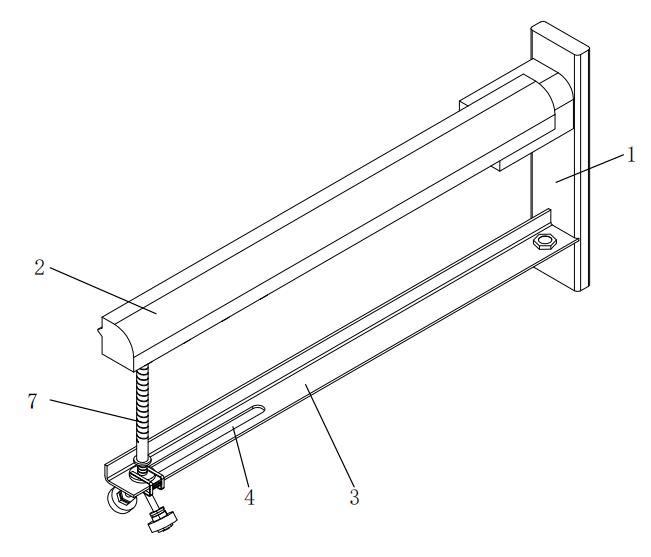
Modulo di supporto principale:
● L'asta di supporto (7) è fabbricata in acciaio finito e temperato 40CR, con un filo esterno di M16 × 2 che si accoppia con un dado fisso (8), raggiungendo una forza di precarica di 1200 ± 50N;
● Attraverso l'analisi degli elementi finiti, la spaziatura ottimale di supporto è determinata in L/3 (dove L è la lunghezza dello strumento di svolta), elevando la frequenza naturale del primo ordine a 245Hz (rispetto a 82Hz nelle strutture tradizionali).
Modulo di stabilizzazione ausiliario:
● La ruota di supporto ausiliaria (13) è costruita in acciaio per cuscinetti GCR15, con un angolo di contatto di 60 ° ± 1 °. Lo stress da contatto è ottimizzato a 150-200MPA usando la teoria dei contatti hertziani;
● Test di vibrazione (in conformità con ISO 10816-3) rivela che, in condizioni operative di n = 1500 giri / min, l'ampiezza è ridotta a 3μm (in contrasto con> 15 μm nelle strutture tradizionali).

1.2 Meccanismo di regolazione della precisione
● L'albero filettato di regolazione (6) impiega un filo trapezoidale a doppio passo (TR20 × 4p8), che, in combinazione con una rondella anti-slip (11) (con un coefficiente di attrito μ = 0,12), abilita una velocità di micro alimentazione di 0,025 mm per rivoluzione;
● La staffa di posizionamento (14) e la sporgenza del serraggio (17) utilizzano un adattamento H7/G6, ottenendo una precisione di posizionamento ripetitiva di ± 0,005 mm.
Ii. Progetta topologica di soppressione delle vibrazioni adattive
2.1 Ottimizzazione del percorso di trasmissione della forza
● L'anello fisso (5) è progettato con una struttura a coste circolari, con un gradiente di spessore della parete che passa da 8 mm a 12 mm, con conseguente miglioramento del 180% nella rigidità della flessione (verificato attraverso simulazioni ANSYS Workbench);
● Lo slot mobile (4) adotta un design del foro oblungo (30 × 12 mm), consentendo ± 15 mm di compensazione orizzontale ed è compatibile con diametri dell'albero che vanno da φ20mm a φ80mm.
2.2 Struttura di miglioramento dello smorzamento
● L'interno dell'asta di supporto (7) è riempito con un adesivo smorzante a base di silicio (con un fattore di perdita TANδ = 0,35), elevando il tasso di attenuazione delle vibrazioni a 22 db/s (come testato secondo gli standard ISO 10816);
● La piastra di collegamento trasversale (15) è costruita in lega di alluminio 6061-T6, formando una serranda di massa sintonizzata attraverso lo slot di serraggio (16) per sopprimere le vibrazioni ad alta frequenza nell'intervallo 500-800Hz.

Tabella di confronto dei parametri tecnici chiave
| Indicatore di prestazione | Questa tecnologia brevettata | Strumenti di svolta tradizionale | Standard di test |
| Ampiezza di fine sporgimento (a 1500 giri / min) | ≤3μm | ≥15μm | ISO 10816-3 |
| Ondatura superficiale wt | ≤2,5 μm | ≥6,3μm | ISO 4287 |
| Precisione di posizionamento ripetitivo | ± 0,005 mm | ± 0,03 mm | ISO 230-2 |
| Tempo di cambio degli strumenti | ≤2 minuti | ≥20 minuti | VDI 2862 |
Verificazioni tipiche di scenario di lavorazione
Caso 1: rotazione della vite del piombo di precisione
● Durante la lavorazione di una vite di piombo φ50 × 2000mm, l'errore cumulativo del pitch era ≤5μm per 1000 mm (soddisfacendo lo standard GB/T 17587.3);
● La durata degli utensili è stata estesa a 180 pezzi per tagliente (rispetto a 80 pezzi per tagliente con utensili tradizionali).
Caso 2: lavorazione a bordo del cilindro idraulico
● Il valore RA di rugosità superficiale è stato costantemente mantenuto a 0,4 μm (soddisfacendo il requisito del settore di ≤0,8 μm);
● L'efficienza della lavorazione è stata migliorata del 40% (a causa della ridotta vibrazione, consentendo l'aumento della velocità di avanzamento da 0,1 mm/rev a 0,15 mm/rev).
Questo brevetto raggiunge le scoperte nella soppressione delle vibrazioni per la lavorazione dell'albero lungo attraverso due percorsi tecnologici: moderazione dinamica multibody e design del gradiente di smorzamento. Verificato attraverso simulazioni multifisiche COMSOL, il sistema riduce l'energia delle vibrazioni dell'82% entro la banda di frequenza a 100-1000 Hz, raggiungendo un livello di soppressione delle vibrazioni paragonabile a quello della lavorazione del rotore aero-motori.
Se desideri saperne di più, contatta i macchinari Mingxu per ottenere il rapporto di brevetto completo: [email protected] .



 Inglese
Inglese
 Español
Español














Contattaci