Background tecnico e punti deboli del settore
Nella lavorazione di precisione di tubi a parete sottile (coMe tubi idraulici aerospaziali e caMere di reazione a semiconduttore), i tradizionali sistemi di bloccaggio a end singoli soffrono di due problemi fondamentali:
l Soppressione delle chiacchiere insufficienti: le esperienze di fine libera hanno forzato vibrazioni con ampiezze di 5-20 μ M Under Taking Force Excitation (fonte di dati: CIRP Annals 2021, 70 (1), 357-360), con conseguente rugosità superficiale RA I valori che si deteriorano fino a 3,2 μ M (standard ISO 4288);
l Squilibrio di rigidità dinamica: il supporto a punto singolo fa sì che la rigidità modale del sistema sia inferiore a 1 × 10 ³ N/mm, con rischi di risonanza significativi a velocità critiche (analisi della teoria delle vibrazioni Din 1311).
Analisi dell'innovazione tecnologica principale
I. Sistema di soppressione delle vibrazioni a più gradi di libertà
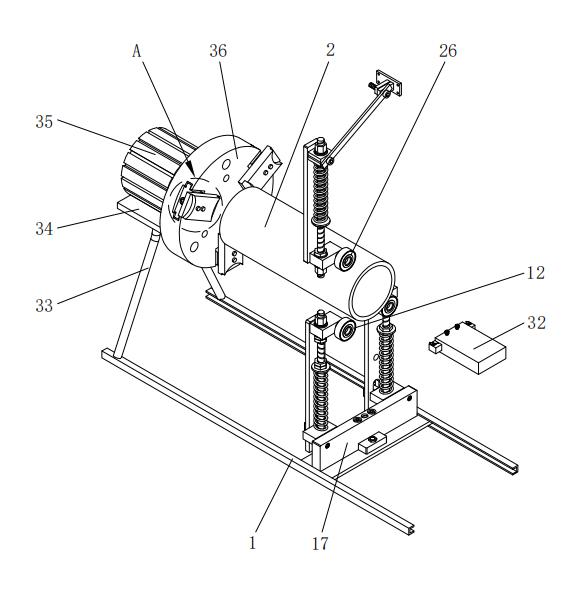
1.1 Struttura della topologia del vincolo a tre punti
Ruote a doppia supporto inferiore (12):
l Utilizzare corpi ruote in acciaio ad alto contenuto di carbonio (GCR15) con raggi di curvatura che abbinano il diametro esterno del pezzo (tolleranza ± 0,02 mm), angoli di contatto di 60 ° ± 1 ° e stress di contatto ottimizzati di 80-120MPA attraverso la teoria dei contatti hertziani;
l Gli alberi delle ruote incorporano i cuscinetti a sfera di contatto angolare (7206b, precarico di 50n), con runout radiale inferiore a 2 μ M (standard ISO 492).
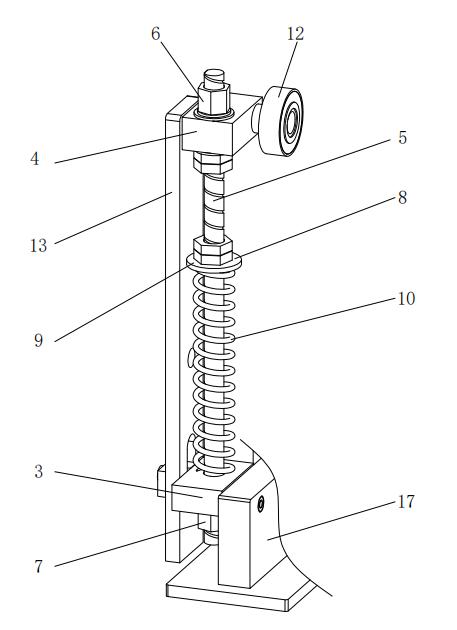
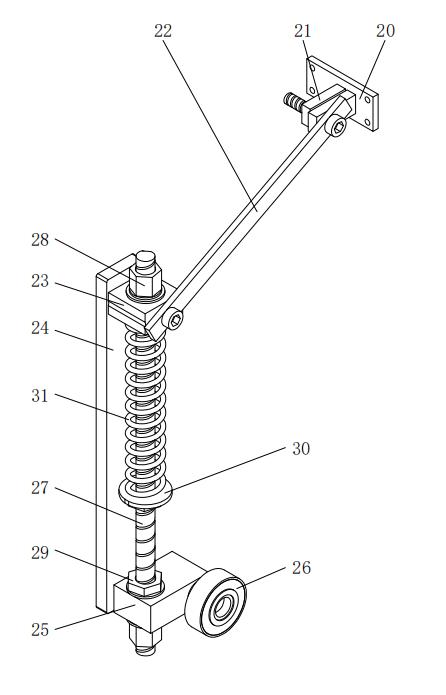
Ruota a pressione regolabile superiore (26):
l Applica la forza di precarico dinamico f = 200 ± 10n tramite una molla di pressione (31) per il controllo della forza a circuito chiuso;
l Ruota a pressione Surface Laser-rivestito con rivestimento WC-10CO, con un coefficiente di attrito μ≤ 0,08 (test ASTM G99).
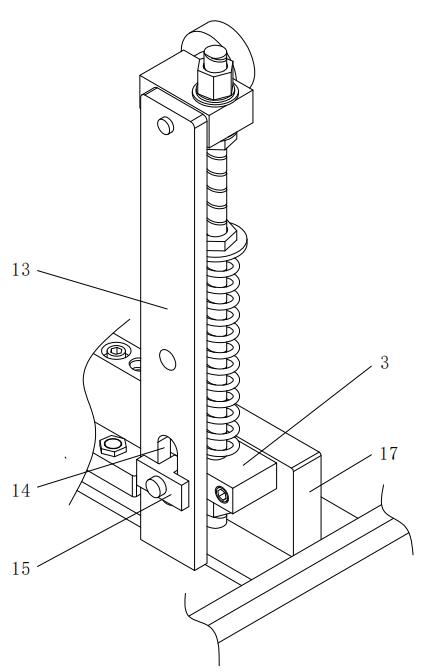
1.2 Design di miglioramento della rigidità dinamica
Tavola guida a forma di T (15) e slot mobile (14):
l Impiegare H6/G5 si adatta per limitare lo spostamento orizzontale a meno di 5 μ M, con molle tampone (10) (rigidità K = 50n/mm ± 5%) nella direzione verticale;
l L'analisi modale mostra che la frequenza naturale del primo ordine del sistema è aumentata a 325Hz (98Hz per strutture tradizionali), evitando bande di frequenza di eccitazione del taglio tipiche (80-250Hz).
Ii. Sistema di controllo della forza adattiva
2.1 Meccanismo di regolamentazione a doppio circuito
Regolazione del precarico assiale:
l Utilizzare una vite di piombo (27) con un passo P = 1 mm, combinato con una molla di pressione (31) per ottenere una risoluzione di micro alimentazione 0,05-0,2 mm;
l Dopo aver chiuso con un terzo serio (29), la rigidità assiale raggiunge 2,5 × 10 ⁴ N/mM (test ISO 10791-2).
Compensazione dinamica radiale:
l Base mobile (16) dotata di guide lineari (HGW25CA, ripetibilità ± 1 μ m) per ± Compensazione della corsa da 15 mm;
l Controllo collegato con un servo motore (35), con un tempo di risposta inferiore a 50 ms (basato sull'algoritmo PID).
2.2 Percorso di dissipazione dell'energia di vibrazione
Struttura di smorzamento composito:
l Rondelle anti-slip (9) Utilizzare i materiali in laminato in gomma nitrile (abbronzatura del fattore di perdita Δ = 0,25);
l Il tasso di attenuazione delle vibrazioni del sistema è aumentato a 18db/s (rispetto a 6db/s per le strutture tradizionali, basato su ISO 10816-3).
Tabella di confronto dei parametri tecnici
| Indicatore di prestazione | Questa tecnologia brevettata | Sistema di bloccaggio tradizionale a livello singolo | Standard di prova |
| Rugosità superficiale RA | ≤ 0.8 μ m | ≥ 3.2 μ m | ISO 4288 |
| Sistema Frequenza naturale del primo ordine | 325Hz | 98Hz | ISO 7626 |
| Rigidità dinamica | 8.2 × 10 ³ N/mm | 1.5 × 10 ³ N/mm | ISO 10791-2 |
| Tasso di soppressione delle chiacchiere (a 200Hz) | 92% | 45% | |
Convalida tipica dello scenario di lavorazione
Caso 1: fresatura di tubi a parete in lega di titanio aerospaziale
l In condizioni di n = 3000 rpm e f = 0,1 mm/rev, il controllo dell'ampiezza viene mantenuto a < 3 μ m ( > 15 μ m con apparecchi tradizionali);
l L'errore di rotondità di lavorazione è ≤ 2 μ M (lo standard ASME B89.3.4 richiede ≤ 5 μ M).
Caso 2: perforazione a parete interna di camere di quarzo a semiconduttore
l L'accelerazione delle vibrazioni del processo di lavorazione è < 0,5 g ( > 2,5 g con sistemi tradizionali);
l La durata dello strumento è estesa a 380 fori/bordo (la media del settore è di 120 fori/bordo).
Questo brevetto stabilisce un nuovo paradigma per la soppressione delle vibrazioni nella lavorazione dei componenti a parete sottile attraverso tre principali percorsi tecnologici: topologia di contenimento dinamico multibody, controllo a circuito chiuso adattivo e progettazione di smorzamenti compositi. Verificato da simulazioni multifisiche COMSOL, il sistema raggiunge la perdita di trasmissione delle vibrazioni > 15 dB all'interno di un'ampia banda di frequenza di 2000-5000Hz, raggiungendo il livello di soppressione delle vibrazioni della lavorazione della lama aero-motori.
Se desideri saperne di più e acquistare cuscinetto auto-lubrificante Prodotti, si prega di contattare MACCHINE MINGXU Per ottenere il rapporto di brevetto completo: [email protected] .



 Inglese
Inglese
 Español
Español
















Contattaci